
Turning a Golf Course Observation into a Manufacturable Product
The Hidden Work Behind a Simple Fix: Designing for Manufacturing

Introduction
Most product ideas start on paper. This one started on a golf cart. A fellow golfer had fitted a worn putter grip to the legs of his bag and found it stopped the bag from sliding and rattling on the cart rack. The bag held steady. The noise stopped. That was the whole insight.
The question was whether something purpose-built could do the same job better and be manufactured at a scale worth bringing to market.
From Observation to Design
The first task was understanding the mechanics. A rubber grip holds against a metal rack under load. A purpose-built product would need to replicate that contact without relying on a putter grip’s geometry, which varies by manufacturer and is not designed for this application.
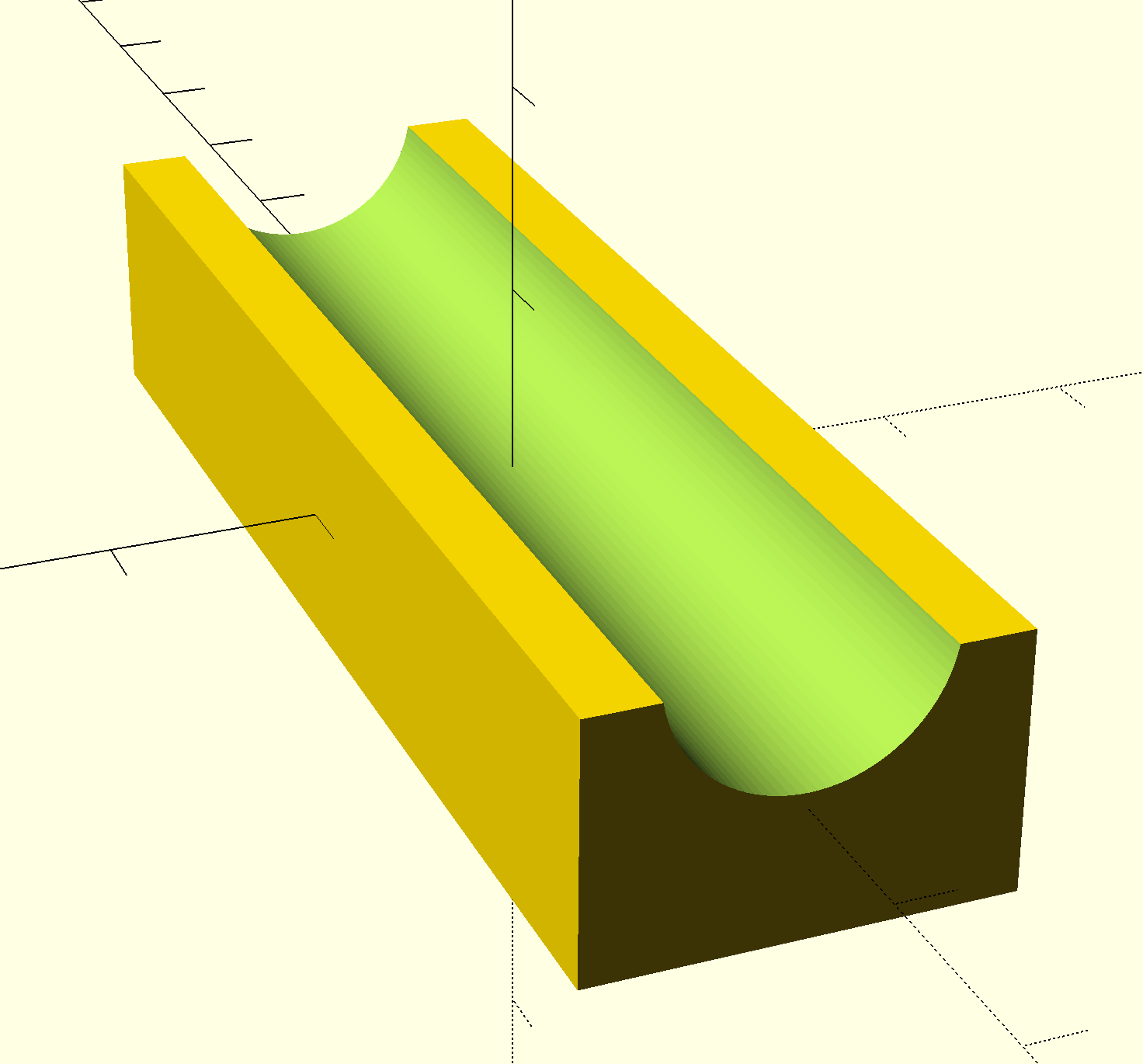
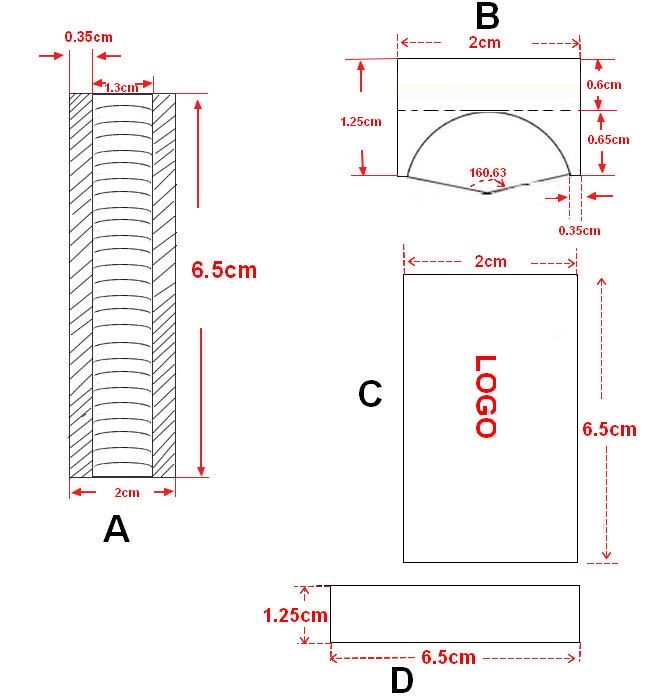
We had several older putter grips available and used them as test material, cutting and fitting rubber pieces across a range of sizes and thicknesses against different bag leg diameters. One piece outperformed the others across every configuration we tested. That piece became the basis for a technical sketch and a 3D model, both of which any manufacturer would need before quoting production costs.
To account for different bag types and cart configurations, we developed three variants from that model. The first was a replica of the original test piece. The second and third incorporated expanded features to widen the use cases and give any manufacturing partner a standard and a premium version to work with.
Sourcing a Manufacturer
With designs in hand, the search moved to production. Two routes were viable. A putter grip manufacturer could produce the piece as an abbreviated grip, slotted into an established process. A rubber tube manufacturer could build from our specification, treating the product as its own object rather than a derivative of something else.
After a thorough search, we identified three candidates. Two operated domestically. One was international. All three turned out to be rubber tube manufacturers rather than grip specialists, which settled the production question in favour of a from-scratch build. A tube manufacturer works from spec. A grip manufacturer works from an existing mould and adapts to fit. The distinction is significant at the point of quality control and when making design changes between production runs.
The project had moved from a casual workaround to a designed product with three variants and a shortlisted production path.
Conclusion
The gap between a working hack and a manufacturable product is smaller than it looks from the outside, and larger than it looks once you are inside it. The golfer who fitted a worn grip to his bag had already solved the problem. The work was in understanding the mechanism, designing something built around it, and finding a production route that would build to specification rather than to convention.
The rubber tubing route gave us control over the product geometry from the first run. That control shapes how the product performs, how it can be updated between runs, and how it sits against anything else on the market.